1.2 Основные схемы взаимодействия промышленных роботов с основным и вспомогательным оборудованием
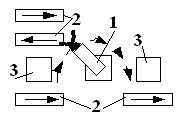
Единичное обслуживание оборудования обеспечивается автономным или встроенным в оборудование ПР. Минимальные задачи, решаемые таким РТК, состоят в автоматизации операций обработки детали, ее установки-снятия, базировании и фиксации в рабочей зоне, а также в обеспечении связи с транспортными и информационными потоками основного производства. Разновидностью этой схемы является обслуживание несколькими роботами группы машин, число которых меньше числа ПР, имеющее место в РТК с машинами литья под давлением, при обслуживании листоштамповочных прессов и оборудования других типов (например, в станочных центрах, где один ПР осуществляет установку - снятие детали, а другой - смену инструмента и снаряжение инструментального магазина станка). При этом в состав РТК помимо ПР могут входить автооператоры различного назначения (например, в РТК с машинами литья под давлением).
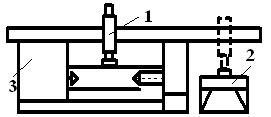
а - Встраивание робота в оборудование;
б - Расположение робота у основного технологического оборудования;

в - Обслуживание несколькими роботами группы машин, число которых меньше числа ПР.
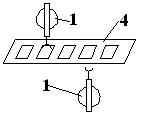
Групповое обслуживание оборудования при его линейном, линейно-параллельном или круговом расположении может осуществляться одним ПР, обеспечивающим помимо операций, названных ваше, еще и межстаночное транспортирование деталей. При этом с помощью ПР решаются также задачи диспетчирования работы оборудования, входящего в состав РТК, элементов транспортных систем и дополнительных механизмов. Разновидностью указанной схемы является обслуживание несколькими ПР группы станков, число которых превышает число роботов. При этом можно не только обеспечить обработку деталей с различной последовательностью операций, но и сократить простои основного технологического оборудования, связанные с многостаночным обслуживанием, выполняемым ПР.
а - Обслуживание несколькими роботами группы машин, число которых превышает число ПР. Обработка деталей с постоянной последовательностью операций
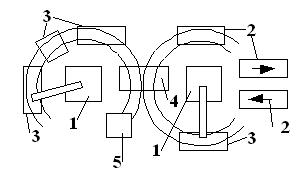
б - Возможность изменения последовательности обработки и пропуска операций
в - Обслуживание одним ПР группы машин. Круговое расположение оборудования (до пяти единиц, не более)
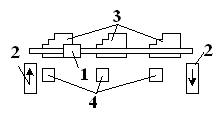
г - Линейное расположение оборудования (количество регламентируется коэффициентом использования оборудования в робота)
В зависимости от серийности производства, в котором используется РТК с групповым обслуживанием оборудования, для такого комплекса могут быть применены различные организационные формы загрузки основного технологического оборудования от независимой работы каждого станка, до превращения РТК в поточную линию. Однако для обеспечения необходимой гибкости производства в РТК с групповым обслуживанием ПР необходимо предусматривать создание межоперационных заделов, обеспечение возможности пропуска отдельных операций на некоторых типах деталей, изменения порядка обработки и т. п. С помощью ПР должна решаться и задача независимой доставки деталей к станкам и их межстаночного транспортирования.
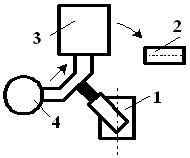
Индивидуальное выполнение основных технологических операций, таких как сварка, окраска, сборка и т. п., осуществляется технологическим или универсальным ПР, на базе которого организуется РТК, включающий различного рода вспомогательные, транспортные, ориентирующие устройства и механизмы, работа которых контролируется системой программного управления робота.
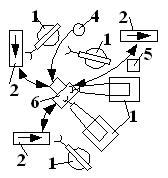
Выполнение одним роботом законченной технологической операции (перехода):
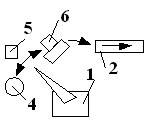
а - Перенос и обработку деталей осуществляет робот за счет смены захватов и инструмента на позиции 6
б - Транспортирование детали осуществляется конвейером, управляемым СПУ робота
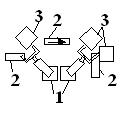
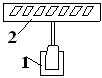
Групповое использование ПР для выполнения основных технологических операций подразумевает применение роботов разных типов (вспомогательных, технологических и универсальных), связанных в единый комплекс, обеспечивающий законченный технологический процесс.
Выполнение группой роботов заключительной технологической операции (перехода):
а - Группа роботов различного технологического назначения выполняет операцию на одной позиции 6;
б - Группа роботов одного технологического назначения выполняет законченную операцию
Примечание. На схемах обозначено: 1 - ПР; 2 - конвейер; 3 - основное технологическое оборудование; 4 - магазин с заготовками, деталями или инструментом; 5 - вспомогательные устройства, расширяющие функции робота (устройства контроля, измерения и т. п.); 6 - вспомогательные устройства ориентации или фиксации деталей. |  |
|---|