1.3.1 Ориентирующие устройства. Классификация и основные узлы
Значительное число роботов, не обладающих средствами очувствления, могут манипулировать только теми деталями и изделиями, которые предварительно ориентированы и точно позиционированы в исходном положении. Поэтому такие роботы для встраивания в РТК должны быть оснащены некоторыми сервисными устройствами, осуществляющими ориентацию заготовок или деталей (для операции сборки) и подачу их в зону обслуживания промышленного робота.
Трудность создания механизмов ориентирования обусловлена необходимостью соблюдения ряда условий: укладка всех заготовок в требуемом положении, надежность прохождения заготовок в механизме ориентирования и выдачи их в лоток, исключение возможных повреждений заготовок в процессе ориентирования, обеспечение требуемой производительности. Несоблюдение одного из этих условий может привести к тому, что механизм ориентирования не обеспечит требуемой производительности.
Существует большое число разновидностей конструкций механизмов ориентирования, что усложняет их изучение. За основу при классификации принимаем способ ориентирования заготовок.
Ориентирование заготовок есть процесс автоматического разворота заготовок в требуемое положение. Оно происходит при движений заготовок в механизме ориентирования.
Для разворота заготовок в требуемое положение используют, с одной стороны, особенности формы заготовок (наличие отверстия, паза, бурта, головки) или смещения их центра тяжести относительно оси симметрии, с другой стороны, форму ориентирующего звена (фасонные вырезы, щель и др.). В зависимости от выбора той или иной особенности формы заготовки и формы ориентирующего звена различаются и способы ориентирования.
Если заготовка имеет отверстие, а ориентирующее звено вид крючка, то такой способ ориентирования называют «надевание заготовки на крючок».
Если для ориентирования принимают головку заготовки, а ориентирующее звено - сектор со щелью, то такой способ называют «ориентирование щелью», или «западание в щель».
Ориентирование заготовок может производиться в один и в два приема. Ориентирование в один прием осуществляется в процессе захвата заготовок. Например, в крючковых загрузочных устройствах заготовка захватывается крючком за отверстие. Следовательно, захват заготовок является в то же время и процессом окончательного ориентирования. Ориентирование в два приема осуществляется раздельно: предварительное - во время захвата, окончательное - при прохождении через вторичный механизм ориентирования, например, в дисковых загрузочных устройствах предварительное ориентирование длинных цилиндрических колпачков производится при западании их в прямоугольные вырезы диска, а окончательное - при транспортировании в верхнем положении специальным механизмом вторичного ориентирования. (Рис. 1.3, 1.4)
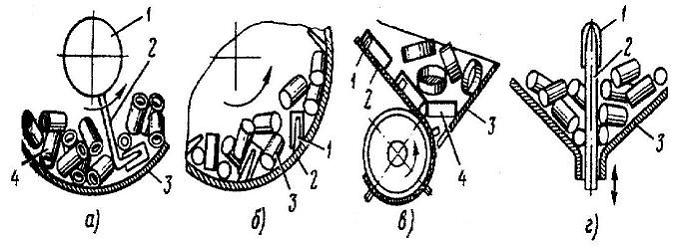
Рис. 1.3 - Механизмы ориентирования в один прием
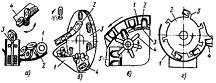
Рис. 1.4. Механизмы ориентирования в два приема
Окончательное ориентирование заготовок может осуществляться как внутри бункера, так и вне бункера. В многопозиционных загрузочных устройствах механизмы ориентирования встраивают в захватный диск, поэтому заготовки такими бункерно-ориентирующими устройствами выдаются из бункера в лоток окончательно ориентированными. В ряде конструкций бункерно-ориентирующих устройств предварительное ориентирование производится внутри бункера, а вторичное - вне бункера. Механизм ориентирования в этом случае можно устанавливать в начале, середине или в конце лотка.
Для классификации механизмов ориентирования выделяем шесть основных, наиболее распространенных способов ориентирования:
I - надевание заготовки на крючок;
II - западание заготовки в щель;
III - западание заготовки в фасонный вырез по профилю заготовки;
IV - поворот заготовки на фасонных губках и других опорах;
V - по расположению центра тяжести;
VI - западание заготовки в трубку;
VII - особые случаи ориентирования, например ориентирование заготовок по их электрическим свойствам (в частности, ориентирование селеновых шайб).
При многономенклатурном производстве сложных изделий, для изготовления которых требуется значительное количество инструментов, ГПС. как правило, включает автоматизированную систему инструментального обеспечения АСИО (см. рис. 1.2, в), снабжающую инструментальные магазины станков необходимым инструментом из накопителя (склада) при смене изготовляемой детали и производящую замену изношенного или поломанного инструмента.
Большая номенклатура изготовляемых деталей и высокая отдача оборудования, включенного в ГПС, как правило, требуют оснащения ее автоматизированным складом (АС) заготовок и деталей, а также инструмента и оснастки, необходимых для бесперебойного функционирования ГПС (см. рис. 1.2, г).
Дальнейшим логическим шагом развития ГПС по пути повышения надежности функционирования и осуществления своевременного обеспечения всеми элементами технологического процесса является включение в ее состав систем обеспечения функционирования (СОФ ГПС и ГПЯ), системы автоматизированного контроля (САК), автоматизированной системы удаления отходов (АСУО), а также включение ГПС в автоматизированную систему управления производством (АСУП) (см. рис. 1.2, д).
Качественно новые возможности ГПС достигаются при интегрировании в системе их управления автоматизированной системы технологической подготовки производства (АСТПП), включающей соответствующие системы автоматизированного проектирования (САПР) - конструирования, технологии и т.п. В этом случае достигается высший - третий уровень автоматизации производства (см. рис. 1.2, ё). Рис. 1.2 показывает, что рост уровня автоматизации достигается значительным усложнением конструкции и системы обеспечения функционирования ГПС и ГПЯ, а значит, увеличением их стоимости. Поэтому задаваемый уровень автоматизации должен быть экономически обоснован.
Основные структурные элементы ГПЯ следующие: несколько ГПМ одинаковых или различных, обеспечивающих требуемую технологическую обработку заготовок; АТСС; АСИО; единая управляющая ЭВМ.
Основными техническими возможностями ГПЯ являются:
· производственная гибкость, заключающаяся в автоматическом (автоматизированном) переходе на изготовление любой освоенной детали в любой последовательности. В ГПЯ 2-го уровня автоматизации этот переход занимает минуты - время, необходимое для удаления грейфером из камеры станочного модуля детали и загрузки на стол ГПМ тем же грейфером спутника с новой заготовкой;
· структурная гибкость - способность каждого из станочных модулей функционировать при отказе другого, возможность проведения обработки на любом из однотипных ГПМ;
· реализация безлюдной технологии обработки, заключающаяся в автоматическом функционировании ГПЯ в течение определенного интервала времени без участия обслуживающего персонала или при ограниченном его числе. Степень и продолжительность этой реализации определяется вместимостью элементов технологического процесса, качеством и степенью автоматизации функционирования устройств ГПЯ для диагностирования заготовок, инструмента, оборудования и других элементов ГПЯ в процессе работы.
Благодаря производственной гибкости, достигаются:
· автоматический (автоматизированный) переход на выпуск новой продукции в кратчайшее время и с наименьшими затратами;
· повышение производительности труда рабочих-станочников благодаря росту коэффициента загрузки станков;
· обеспечение стабильности качества выпускаемых изделий в результате автоматизации всех элементов технологического процесса изготовления и проведения его без участия человека;
· снижение без потери производительности станков размера партии изготовляемых деталей до полумесячной или месячной программы с трех-, шестимесячной программы производства, характерной при использовании автономных станков с ЧПУ;
· возможность производить детали в таком количестве и тогда, когда они нужны при сборке, т.е. иметь минимальные запасы и заделы, максимальные оборотные средства;
· изменение конструкции изделия в процессе его выпуска.
В результате структурной гибкости достигается:
· обеспечение ритмичности производства благодаря работе основного количества технологического оборудования, несмотря на отказы отдельных его объектов;
· обеспечение требуемой пропорциональности производства вследствие автоматического (автоматизированного) подключения к изготовлению требуемого вида изделия различного количества единиц однотипного технологического оборудования.
В результате реализации безлюдной (малолюдной) технологии достигается:
· переход на работу в две-три смены, круглосуточно, а в перспективе и круглогодично без выходных и праздничных дней с высвобождением людей от работы в ночное время;
· улучшение условий труда, повышение культуры труда, поскольку оператор не связан с циклом работы станка;
· улучшение техники безопасности и сокращение травматизма;
· максимальный выпуск продукции с единицы технологического оборудования благодаря росту коэффициента его загрузки в результате сокращения потерь времени на переналадку при переходе на выпуск нового изделия и коэффициента сменности.
Области рационального применения ГПС - это мелкосерийное повторяющееся, средне- и крупносерийное производство. Применение ГПС в единичном и мелкосерийном неповторяющемся производстве возможно в особых случаях.
Главное преимущество ГПС - способность производить продукцию в кратчайшие сроки при минимальных затратах. ГПС позволяют реализовать методы автоматизации массового производства (непрерывность, ритмичность и пропорциональность) в условиях серийного производства.